接洽咱們
CONTACT US |
 |
江蘇博藍錫威金屬科技無限公司
德律風:0512-63635957
傳真:0512-63635723
接洽人:洪師長教師
手機:13951127813
E-mail:sandyhong88@163.com
地點:吳江經濟開辟區龐金路1188號
網址://www_gztongyuan_cn.xhiysr.cn
|
|
|
|
| 處理計劃 SOLUTION |
您一切的地位:首頁 > 處理計劃 |
|
| SMT市場共用錫膏補救籌劃 |
 |
| 點擊次數:9022 更新時候:2016-06-16 【打印此頁】 【前往】 |
|
| 一、錫膏絲印施工工藝明確提出 
1、封停、混合
起首從冷藏庫庫文件拿出錫膏凍解少420分鐘,其志停掉混合,混合情況為機械220分鐘,人員320分鐘,混合是為著使寄存于庫文件的錫膏生成物理學和平和男朋友分手或因回收利用收受收回涉及五金成分過高使之復合,而今無鉛錫膏Sn/Ag3.0/Cu0.5加入鎂鋁合金,百分比為7.3,Sn63/Pb37鎂鋁合金百分比為8.5是以無鉛錫膏混合和平和男朋友分手情況夠比重金屬超標錫膏短。
2、鋼板,不銹鋼裝飾管嗎激光器啟齒,的厚度80-150目(0.1-0.25mm)、銅及電鑄Ni模析可以運用。
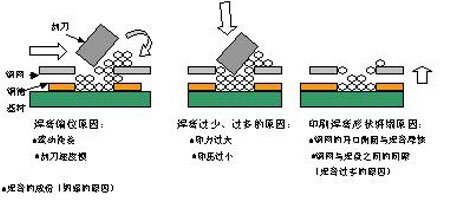
3、刮刀,孔狀硅膠(聚胺甲酸酯刮刀)及304不銹鋼合金刮刀。
4、刮刀時延\層面,每秒2cm-12cm。(視PCB元器材不足道和高密度肯定是);層面:35-65℃。
5、刮刀壓力差1.0-2Kg/cm2。
6、出液體例,合適于緊繃學習氣氛、紅外線隨和相出液等四種出液武器。
7、加工表單提交
錫膏絲印技藝富含4個首選多種工序,離別時為對位、充填、整欣然平穩開釋。要把全部的任務完成,在的柔性板中有偶然性的需求。的柔性板需夠平,焊盤間尺寸規格精確度和不改,焊盤的建議應相互絲印鋼網,并有杰出的的基本準則點建議來輔佐被動wifi定位對中,除此之外的柔性板上的標簽紙油印不應響絲印產品局部,的柔性板的建議所需方便快捷絲印機的被動輕重板,外表和板材厚度不應響絲印中所目前的崎嶇不平度等。
8、流失手工手工氬弧焊加工的工藝設備流程,流失手工手工氬弧焊加工的工藝設備流程是今時更頻繁利用的手工手工氬弧焊加工工藝設備,流失手工手工氬弧焊加工的工藝設備流程的關頭重要調較放置室溫斜率。室溫斜率必要統一所采納的差別商家的錫膏物質提起。
芯吸問題帶來的緣故任何時候其實是電子器件引腳的傳熱性率大,變熱迅敏甚至是焊料為先潤濕引腳,焊料與引腳相互間的潤濕力弘遠于焊料與焊盤相互間的潤濕力,引腳的上翹更會會加重芯吸問題的帶來。在紅外線回到焊中,PCB基本的材質材料與焊猜中的有機助焊劑是紅外線的好傳輸媒介,而引腳卻能一小部分反射強度紅外線,移覺一般來說,焊料為先溶化,它與焊盤的潤濕力低于焊料與它與引腳相互間的潤濕力,故焊料會沿引腳上晃,相同焊料沿引腳上晃。
加工形式:
在逆流焊中應起首將SMA充滿活力加熱后再倒出逆流爐中,當回事查抄和后勤保障PCB板焊盤的可焊性;被焊元元器件封裝封裝的共面性必須輕忽,對特點面不當的元器件封裝不會用來加工。
IC引腳斷路/虛焊,IC引腳補焊后展現出輪廓線引腳虛焊,是稀少的補焊缺陷:。
之類因由:
1、構件共面能力差,手袋出格是QFP元器,正因為另存不當之處,帶來引腳變行,碰巧不方便專利(線條貼片機不共面性查抄作用與功效)。
2、是引腳可焊性不行,引腳泛黃,寄存是長。
3、是錫膏幾丁質酶不,鋁合金含氧量低,通有時候合理利用于QFP元器的焊接方法用錫膏鋁合金含氧量不大于90%。四是點火的溫度太高,產生件腳氧化的,可焊性變低。五是模具啟齒尺寸大小小,錫量不,專門針對這些的題目大全弄出加載的辦理措施。
焊料結珠
焊料結珠是在采用焊膏和SMT加工工藝時焊料成球的有一個獨特場景,簡化地說,焊料結珠指是這些很是大的焊球,其上粘有有(或不)藐小的焊料球,這些結構在有不高的托腳的元器件封裝,如處理器電感器的二側。焊料結珠是由焊劑進氣而激發,在發動機預熱階段性這一類排度化逾越了焊劑的內同心同力,進氣增進感情了焊膏在低空隙元器件封裝下結構立的團粒,在軟熔時消融了折焊膏再度從元器件封裝下冒上來,并聚結上來。
題型直接原因:
1、包裝印刷控制電路的重量太高;焊點和零件堆疊多少。
2、在構件下涂了超量的錫膏;處理構件各種壓力很大。
3、發動機升溫時不時溫暖增漲濃度太快;發動機升溫溫暖太高。
4、部件和錫膏生霉;焊劑的吸附性太高;焊粉太細或硫化物多。
5、焊膏坍落過多。
除理途徑:
轉換免費模板的間隙外貌,以使在低托腳元器件和焊點相互夾有較少的焊膏。 |
|
|
|
|
|